所有网页生成的代码您都应该先用切片软件或者gcode查看器检查一遍,特别是对于温度和热床大小,避免对您的机器造成损害。
校准挤出机电机的准确挤出步数/mm。
本校准步骤为常规校准,应该在购买打印机之后就进行一次校准,此后如果更换过挤出机、热端、主板、系统,都应该再次进行校准
直尺,马克笔,控制端软件比如Pronterface 或者 Octoprint。而klipper可以使用webui上的命令框来发送命令。
我们通过使用控制软件来发送命令让挤出机挤出一个固定长度的耗材,通过测量请求的长度和实际进入挤出机的长度来计算准确的e-steps。
我们应该尽可能的拆掉热端单独测试挤出机电机送进去料的长度,如果不方便拆卸热端,我们应该以尽量慢的速度来挤出耗材,以排除热端的的影响。
首先,我们以下面的命令来获取现在的e-steps值:
M92
如果只反馈ok 而没有其他信息,那么你可以使用下面的M503命令来获取信息,并从结果中找到M92这一行
M503
M92 M92是用于查看或者是设置xyze steps的,查看当前设置中E后面跟随的数字是指e-steps,下图展示的93就是现在的e-steps 93.00:

把热端升到足够高,以便于挤出耗材和观察挤出情况,再把热端的温度设置到你的打印温度, 然后输入:
G91
G91用于将打印机设置为相对位置。对于挤出机而言,它可以被M82所覆盖。
klipper和reprap使用 M83 作为相对位置指令。
现在我们可以从挤出机入口开始,使用直尺测量一段120mm长的耗材,并用马克笔做上标记。
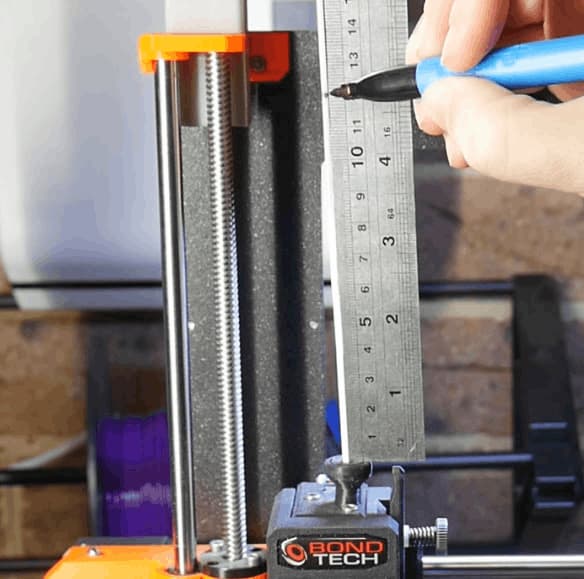
接下来我们在命令窗口,输入:
G1 E100 F50
G1 发送移动指令给打印机, 这条命令是告诉机器以50mm/min的速度挤出100mm的耗材
耗材会缓慢挤出它以为的100mm的耗材,然后我们测量前面马克笔做的标记点到挤出机入口的距离。

如果恰好剩余20mm,那么表示e-steps是准确的。 如果不是准确的20mm,你可以使用下面的工具来计算你的准确e-steps值。
虽然重启打印机会恢复定位设置,但是还是建议使用下面的命令恢复打印机的绝对定位。
G90
klipper和rep rap使用M82 来设置绝对定位
默认情况下,marlin会让每个挤出机使用同一个e-steps值. 如果你需要自行配置,请重新编译marlin,将 DISTINCT_E_FACTORS启用或者注释,这个配置在 configuration.h:
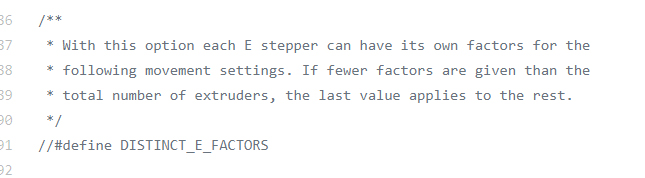
这样你就可以使用M92 为每个挤出机配置e-steps。
如果你觉得重新编译marlin过于繁琐,你也可以将M92 命令用于切片软件的“ tool change (换刀)” 设置. 这个操作也应该能够起效。
GMT+8, 2024-4-30 09:24